- 产品
- 详情
- 推荐

收藏
¥0.00
0

产品规格
可售数量: 0
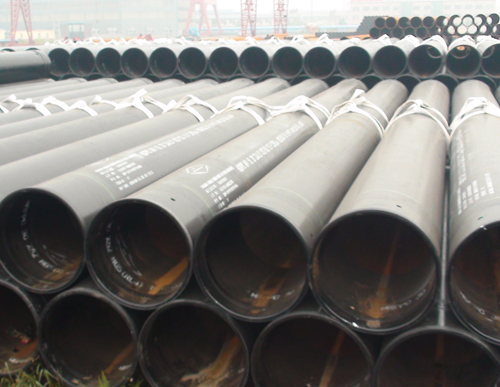
浅谈直缝钢管的扩径技术与加工工艺
直缝钢管是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。直缝钢管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝钢管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。在下文中,河北龙马钢管制造股份有限公司(http://www.hblongma.com.cn/)将为您简单介绍一下直缝钢管的扩径技术与加工工艺:
 大口径厚壁埋弧直缝钢管(SAWL)钢管和螺旋缝埋弧焊(SAWH)。直缝钢管(GB/T3091-2008)低压流体输送用镀锌(GB/T3091-2008)也称镀锌电焊钢管,俗称白管,是由于输送水,煤气,空气油及取暖蒸汽,暖水等一般低压力流体或其他用途直缝钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。外径和壁厚应符合GB/T21835的规定。直缝钢管长度通常300mm-1200mm。双面埋弧焊直缝钢管可以定尺,也可倍尺。直缝钢管坯料的穿孔温度依据原料异样而有所异样。
大口径厚壁埋弧直缝钢管(SAWL)钢管和螺旋缝埋弧焊(SAWH)。直缝钢管(GB/T3091-2008)低压流体输送用镀锌(GB/T3091-2008)也称镀锌电焊钢管,俗称白管,是由于输送水,煤气,空气油及取暖蒸汽,暖水等一般低压力流体或其他用途直缝钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。外径和壁厚应符合GB/T21835的规定。直缝钢管长度通常300mm-1200mm。双面埋弧焊直缝钢管可以定尺,也可倍尺。直缝钢管坯料的穿孔温度依据原料异样而有所异样。 直缝钢管扩径是一种利用液压或机械方式从钢管内壁加力使钢管沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式,设备简单且效率更高,在世界上比较先进的几条大口径直缝钢管制管线扩径工序都被采用,其工艺为:
机械扩径利用扩径机端部的分瓣的扇形块沿径向扩张,使管坯沿长度方向以步进方式,分段实现全管长塑性变形的过程。分为5个阶段
1、初步整圆阶段。扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。
2、名义内径阶段。扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。
3、弹复补偿阶段。扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。
4、保压稳定阶段。扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。
5、卸荷回归阶段。扇形块从弹复前钢管内圆周位置开始迅速回缩,直到抵达初始扩径的位置,这是扩径工艺要求的扇形块较小收缩直径。
热扩大口径厚壁直缝钢管但大都在1200℃左右,含碳量和其他合金元素较多时温度要稍低一些。直缝钢管加热操作第二个关键是尽量削减氧反应皮数量。特别是在热揉捏肘,16Mn直缝钢管从东西寿数和揉捏管材的表面质量动身,恳求愈加严厉。直缝钢管在16Mn直缝钢管的出产过程中,由于首要加工是在热状态下进行的,故加热操作是决议制品质量非常重要的工序。直缝钢管如热用的炉子,依据它们的效果,分为加热炉和再加热炉两种;前者用于将坯料从常温加热到加工温度;后者用于在加工过程中将坯料再加热到必需的加工温度。直缝钢管加热不妥将成为在管坯内表面或许外表面上呈现裂纹、折叠及偏疼等废品的缘由。
直缝钢管加热炉的方式有许多种,但首要运用的是缓刑加热炉。这种加热炉具有环形的炉底,它可缓慢地转变,坯料从入口处沿着炉底的直径方向装入,反转一用到出口处之的就可加热和均热到所规则温度的一种炉子。这种加热操作的关键在于将坯料均匀加热到适于加工的温度。由于穿孔对质量影响很大,也就是说,穿孔加工时的温度是影响质量的重要条件,所以一般要对穿孔加工时的坯料温度进行操控。
好了,上文所述内容就是我们今天关于直缝钢管的扩径技术与加工工艺的内容介绍了,本文是由专业的直缝埋弧钢管,厚壁直缝钢管,L290直缝钢管 ,L245直缝钢管
生产厂家——河北龙马钢管制造股份有限公司为您总结和整理的,我公司是近几年来从我国焊管行业中脱颖而出的一家明星企业。我公司现有员工300余人,技术人员60余名,检测设备齐全,具有自主开发研究小组,长期以来致力于技术创新,已获得五项国家专利。2004年通过ISO-9000认证,2009年通过了美国石油协会API5L质量体系认证。为进一步扩大企业的知名度,公司成立了信息部,并在各大网站及各种相关信息书、杂志、周刊上刊登企业资料提高企业知名度,并且专门设置网上业务员,及时为客户提供钢管报价,公司库存等相关服务,我们期待与您合作!


-
13323073306
-
0317-6817121

专业生产直缝钢管|龙马钢管价格合理
¥ 1 ~ ¥ 0.00
¥0.00
0可售

询价单发送成功~