百科详情
发布时间:2024-07-27 03:25
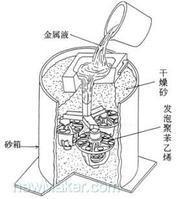
1基本内容
2.铸件的表面光洁度高;
3.消失模取消了砂型和制芯工部,根除了由于制芯、下芯造成的铸造缺陷和废品;
4.不合箱、不取模,大大简化了造型工艺,消除了因取模、合箱引起的铸造缺陷和废品;
5.消失模采用无粘结剂、无水分、无任何添加物的干砂造型,根除了由于水分、添加物和粘结剂引起的各种铸造缺陷和废品;
6.消失模大大简化了砂处理系统,型砂可全部重复使用,取消了型砂制备工部和废砂处理工部;
7.落砂极其容易,大大降低了落砂的工作量和劳动强度;
8.铸件无飞边毛刺,使清理打磨工作量减少50%以上;
9.可在理想位置设置合理形状的浇冒口,不受分型、取模等传统因素的制约,减少了铸件的内部缺陷;
10.消失模负压浇注,更有利于液体金属的充型和补缩,提高了铸件的组织致密度;
11.组合浇注,一箱多件,大大提高了铸件的工艺出品率和生产效率;
12.减少了加工余量,降低了机加工成本;
13.消失模易于实现机械化自动流水线生产,生产线弹性大,可在一条生产线上实现不同合金、不同形状、不同大小铸件的生产.
2粘砂缺陷
对于消失模铸件粘砂缺陷而言,其一般可在不同情况下出现在铸件的各个部分:在无负压情况下,粘砂多出现在铸件底部或者是侧面,以及铸件热节区和型砂不易紧实区;在负压浇铸时,各面均可出现,尤其是铸件转角处和组串铸件浇注时的过热处。
关于消失模铸件粘砂缺陷的产生原因,国内相关专家已经做出了分析,并认为铸件粘砂缺陷的产生有两个方面的原因:a.涂料涂层脱落或者开裂,金属液趁此渗入型砂中,容易形成机械粘砂;当涂料选择和金属液不匹配,而干砂中又存在细小沙粒灰尘时,会形成化学粘砂。b.浇注时负压度大小对金属液流动能力的影响。负压度越大,金属液流动性越好,越容易形成粘砂。[1]